
Des maquettes de composants face au plasma (CFP) en alliage de cuivre ont été élaborées par fabrication additive grâce à une collaboration entre DRF/IRFM et DES/LITEN. Les technologies utilisées sont la fusion laser sur lit de poudre et la consolidation de l’ensemble par compression isostatique à chaud. Ces composants innovants ont déjà résisté à des flux de chaleur allant jusqu’à 25MW/m² ouvrant des perspectives attrayantes pour les futures centrales à fusion.
Dans le cadre du consortium de laboratoires EUROfusion, le CEA développe depuis 2021 un concept innovant de composants face au plasma pour un futur divertor en tungstène du tokamak JT-60SA. Ce concept pourra résister à des flux de chaleur plus importants que ceux qui peuvent être supportés par les concepts actuels, tout en présentant un coût de fabrication compétitif au regard des performances obtenues.
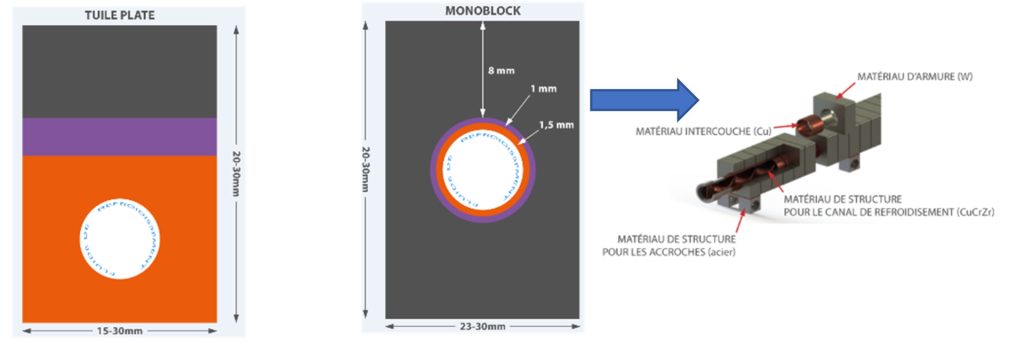
Actuellement, les composants des divertors des tokamaks activement refroidis, WEST (France), KSTAR (Corée) et EAST (Chine), peuvent résister à des flux de chaleur de 10 MW/m² en régime stationnaire et 20 MW/m² pendant des excursions transitoires. Ces composants sont basés sur l’utilisation de tungstène face au plasma, sous forme de monobloc ou de tuile, assemblés sur un dissipateur thermique en alliage de cuivre (CuCrZr) dans lequel un canal de refroidissement est inséré (Figure 1). Le CuCrZr est choisi pour sa haute conductivité thermique et ses bonnes propriétés mécaniques [1]. Les méthodes de fabrication conventionnelles sont généralement utilisées, comme par exemple l’usinage de CuCrZr forgé. Cependant, cette approche présente des restrictions géométriques liées à l’usinage. La fabrication additive offre une alternative intéressante, permettant de réaliser en une seule étape la pièce complète, avec une plus grande liberté sur la forme des canaux de refroidissement.
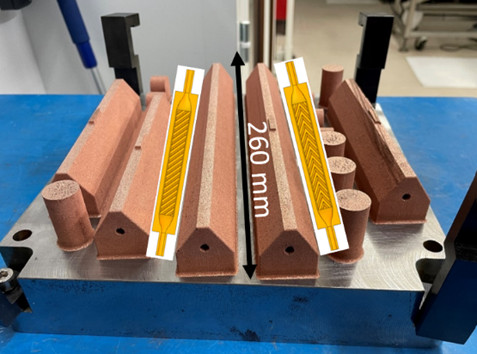
Le projet porté par le CEA a permis d’explorer des concepts alternatifs visant à améliorer l’échange thermique dans le canal de refroidissement, avec comme objectif la réalisation d’un composant final avec une couverture tungstène sous forme de tuile plate (Figure 1), plus aisé à fabriquer. Le choix s’est porté sur des géométries inspirées de l’HyperVapotron [2,3], « diagonal » et « chevron » [4,5], qui ont dû être adaptées aux contraintes de la fabrication par fusion laser sur lit de poudre (angles d’impression, épaisseurs minimales de matière, etc.). Par la réalisation de calculs CFD (Computational Fluid Dynamic), les géométries des promoteurs d’échanges ont pu être définies. Ces maquettes en CuCrZr ont ensuite été fabriquées au LITEN (Figure 2). Une contrainte majeure de la fabrication additive réside dans la porosité résiduelle post-impression qui impacte notamment la capacité d’extraction de chaleur des composants fabriqués par cette technique ainsi que les propriétés mécaniques. Afin de refermer ces porosités, un traitement de compression isostatique à chaud (HIP) a été appliqué. La densité a ainsi pu être augmentée de 98,8 % à 99,8 %. La capacité d’extraction de chaleur des maquettes fabriquées a été testée jusque 25 MW/m² sur l’installation de tests à hauts flux HADES (DRF/IRFM). Aucun endommagement visuel n’a été observé, démontrant ainsi les excellentes performances de ce concept [6] et laissant entrevoir des perspectives très prometteuses pour le composant final.
En effet, ces études vont être poursuivies par des activités de tests en fatigue dans le cadre EUROfusion et des activités de simulation et d’optimisation numérique des circuits de refroidissement au sein du projet « Enchaine », soutenu par le Programme Transverse de Compétence du CEA. Puis, toujours, dans le cadre EUROfusion, des maquettes complètes (tungstène et CuCrZr) seront fabriquées et testées afin d’étudier l’impact du procédé de fabrication global sur le comportement des composants.
[1] S. Garitta, T. Batal, A. Durif, M. Firdaouss, M. Missirlian, H. Roche, P. Testoni, V. Tomarchio, M. Richou, Thermal and structural analysis of JT-60SA actively cooled divertor target submitted to high heat flux, Fusion Engineering and Design 199 (2024) 114133.
[2] S. Antusch, A. Klein, S. Baumgärtner, C. Bonnekoh, B. Böswirth, D. Dorow-Gerspach, S. Dietrich, M. Ehrhardt, B.-E. Ghidersa, H. Greuner, M. Guttmann, T. Hanemann, J. Jung, J. Konrad, M. Rieth, Additive manufacturing of novel complex tungsten components via electron beam melting: Basic properties and evaluation of the high heat flux behavior, Nuclear Materials and Energy 39 (2024) 101683.
[3] J. Cao, S. Qin, Q. Wang, X. Chen, X. Feng, Reliability research of hypervapotron under steady-state thermal load, Fusion Engineering and Design 180 (2022) 113191.
[4] J.H. Lim, M. and Park, Effect of Hypervapotron Fin Angle on Subcooled Flow Boiling Heat Transfer Performance Under One-Side High-Heat Load Condition, Fusion Science and Technology 78 (2022) 395–413.
[5] N. Kaewchoothong, K. Maliwan, K. Takeishi, C. Nuntadusit, Effect of inclined ribs on heat transfer coefficient in stationary square channel, Theoretical and Applied Mechanics Letters 7 (2017) 344–350. https://doi.org/10.1016/j.taml.2017.09.013.
[6] D. Dias Alexio, Promising cooling concepts for enhanced JT-60SA tungsten actively cooled divertor, Nuclear Materials and Energy 45 (2025) 102030, https://doi.org/10.1016/j.nme.2025.102030.